工作流程
上板→压板翘→冷压→下板
校准原理
对异常板进行加热后,软化板材,使其更易加工,后通过加压,使板材平整,自然冷却定型,完成热压整平。
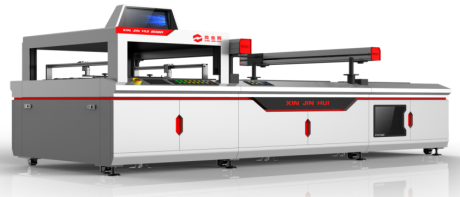
设备特点
●控制系统:搭配高精度PID及输出型温控器,室温至160℃任意可调,可根据温度的误差大小自动调整输出功率的大小,自动变频升温调节。
●发热系统:采用鑫金晖专利节能发热体,依靠热能反射、热导热原理,快速升温,比普通发热管节能15%以上且使用寿命长。
●压板系统:采用外置型气压缸,压力采用三组个别独立式控制调压阀,可各自单独设定。
●运风系统:强力双循环运风,配合独特运风通道,专利风轮、可调节空气流量的进气、排气口,保持炉内温度均匀,并及时排出炉内的废气和有机物。
●保温系统:内胆四周铺设100mm厚高温硅酸隔热岩棉,门边四周增加耐高温密封硅胶,达到良好的密封效果,避免不必要的热量损耗。
产品参数
| 外形尺寸 | 2275×1860×1390(mm) |
| 内箱尺寸 | 1400×1060×990(mm) |
| 压板面积 | MAX:760×660(mm) MIN:300×300(mm) |
| 使用温度 | 150-170℃ |
| 压板平整度 | 压合后,两板间缝隙<200um |
| 气缸压力 | 3-10千克每平方厘米 |
(支持非标定制)



 个人首页
个人首页 账号安全
账号安全 神灯奖评审平台
神灯奖评审平台



登录 才能发表评论!